【Exclusive Interview】Part 2 : James Zorab – Lowland Bond – Edinburgh Whisky
- 造り手
- 樽・蒸留器・倉庫
2024.04.27



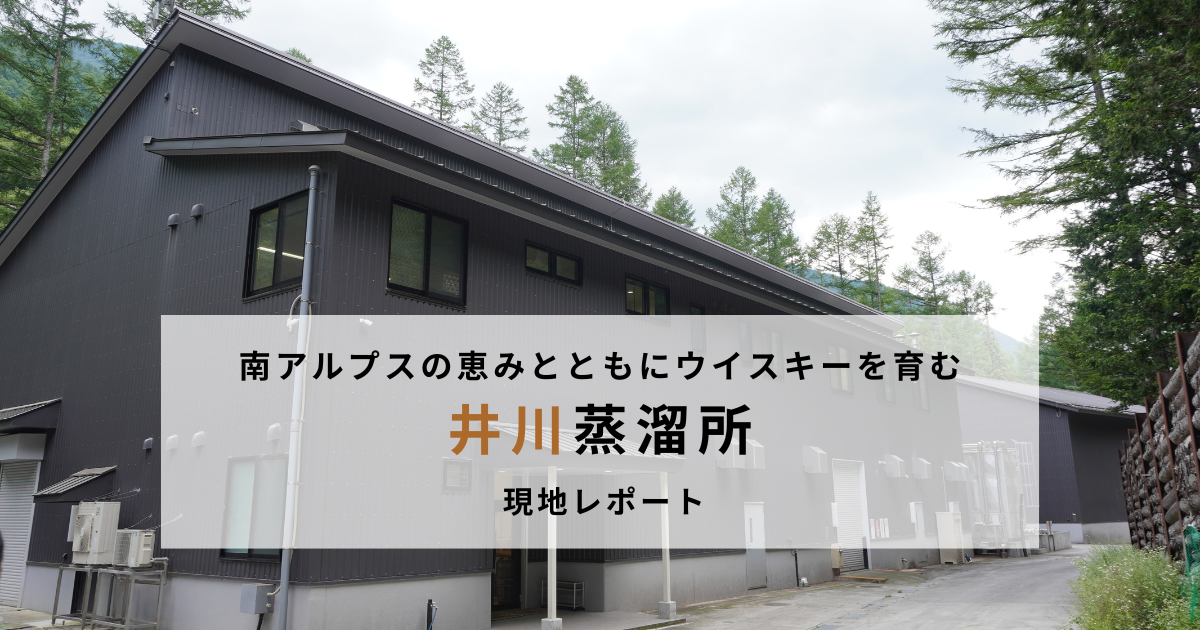
大井川の最源流、南アルプスの大自然に囲まれた1,200mに位置する日本一標高の高い蒸溜所。静岡県最北部、長野県と山梨県に隣接するこの地に、2020年より蒸溜を開始した井川(いかわ)蒸溜所があります。
今回井川蒸溜所に直接お伺いし、取材させていただきましたので、その様子をお送りします!現地レポートでは、井川蒸溜所の施設や普段見学することの出来ない施設などをお伝えします!
蒸溜所見学の際には、十山株式会社 田中秀紀 代表取締役社長と総務部 道野仁 主任にご案内していただきました。普段見学できない場所やお話などもお伝えしていくので、ぜひ一緒に蒸溜所見学をする気持ちでご覧ください!
インタビュー編では、井川蒸溜所 瀬戸泰栄 所長、道野仁 主任のウイスキー造りに対する想い、100周年を迎えるジャパニーズウイスキーに対する考えなどをお伺いしました!インタビュー編もぜひご覧ください!
2020年11月、井川山林内の標高約1,200mに開所された蒸溜所で国内蒸溜所では最高峰の土地に位置する蒸溜所。
約24,430haの広さを誇る井川社有林の中で、自社社有林管理とウイスキー製造を継承している十山株式会社。製紙メーカーの特種東海製紙のグループ会社で広大な社有林と南アルプスに磨き抜かれた水源を活かす産業としてウイスキー事業を2020年に開始。製紙業という異業種からの挑戦として話題となりました。
南アルプスの冷涼湿潤な環境で熟成されたウイスキーは、独特な変化が生まれるため職員の方々にとっても未知数の変化が生まれます。
また、社有林で採れたミズナラを原材料としたミズナラ樽での熟成も行っています。
現在は「樽プロジェクト」と称し、地元の宮大工さんと協業し、さまざまな木材を使用した樽の製造を行うなど、地域振興にも積極的な蒸溜所です。

十山株式会社 本店
受賞歴
・TWSC2022(東京ウイスキー&スピリッツコンペティション2022)洋酒部門「ニューカマー賞」
・「World Whiskies Awards 2023(WWA2023)」New Make & Young Spiritの部門から「NEW BORN Non-Peat 2022」がSilverを受賞
| 工場名 | 井川蒸溜所 |
| 生産開始 | 2020年 |
| 本社所在地 | 静岡県静岡市葵区田代字大春木1299-1 |
| 電話番号 | 054-260-2245 |
| 蒸溜所HP | 蒸留所HPはこちら |
| 蒸溜所見学 | 2023年は5日間限定開催 7/22(土)、8/20(日)、9月23日(土・祝)、10/22(日)、11/25(土) 各回 8名限定/最小催行人数7人 ※ツアー会社にお電話でお問い合わせください。 |
静岡市内から車で片道約5時間。多くの峠やダムを越え、一般車両通行規制エリアを通過以降は無数の落石が転がる山道を抜けた先に井川蒸溜所はあります!
途中、多くのダムや川を通過しましたが、どこの水も川底が見えるほど透き通っていました!
ちなみに私たちはここまで2度、井川蒸溜所への現地取材を試みておりましたが、土砂崩れやそれに伴う通行止めで辿り着くことさえできなかった過去がございます。
まさに日本一辿り着くのが難しい蒸溜所でした。
ホールディングカンパニーである特種東海製紙の前身、東海パルプ時代より保有する社有林。
民間が所有する森林では日本最大でJR東日本山手線内の4倍以上の面積を誇り、同蒸溜所が位置する静岡市の約20%がこの社有林で占められています。

畑薙第一ダムのダム湖に掛かる畑薙大吊橋
この社有林は帝国ホテルや帝国劇場、東京経済大学等、多くの企業や建築、学校を設立した大倉喜八郎男爵によって1895年に購入したもので、広大な森林資源を利用した製紙業である東海紙料株式会社(後の東海パルプ株式会社)を手掛けました。それから120年余り社有林として所有し続け、自然を護り、自然との共存を目指してきたそうです。
2014年にはユネスコエコパーク(生物圏保存地域)に認定されており、自然保護と地域の人々の生活とが両立した持続的な発展を目指しています。

畑薙第一ダム湖付近の様子
大井川を左岸から右岸に渡る畑薙橋の右手に「赤崩(あかくずれ)」と呼ばれる南アルプスのジオサイトがあります!
「ジオサイト」とは地球の活動痕跡が見られる場所で、この赤崩も1年に4mmという異常なペースで隆起を続けていて、隆起した部分が 自身の重さに耐えきれずに崩落を繰り返しています。
この付近は南アルプスの大崩壊地としても知られています!
私たちがこの付近を通過したときにはすでに川底と道路が同じくらいの高さになるまで土砂が堆積していました!

畑薙橋付近の赤崩の様子
この地域は水資源にも恵まれており、元々わさびの栽培に用いられていたほど水質の非常に高い美味しい軟水が流れていて、登山客が回り道をしてまでこの水源の水を飲みにくるほどの美味しさだそう!
井川蒸溜所は「木賊(とくさ)」呼ばれる水源地の水を使用していて、この木賊湧水をウイスキーに使用する際に、湧き出た水そのままの味わいを活かすため、塩素を用いず紫外線照射による処理のみを施すなど、水に対する強いこだわりを感じました!

蒸溜所横を流れる川の様子
静岡駅出発から約4時間半、途中、一般車両通行禁止エリアを通り抜け井川蒸溜所に到着しました!
外界から隔絶された大自然の中に忽然と現れる、人間の経済活動の痕跡を感じる建築物に驚かされながらも、同蒸溜所の外観は華美な装飾が省かれた「質実剛健」という言葉が相応しい外観でした。
ここからは蒸溜工程を紹介します!

井川蒸溜所 外観
井川蒸溜所ではイギリスのPauls Malt社製の麦芽を使用していました!
大麦麦芽(モルト)を粉砕機でハスク(粉砕後1.4mm以上の片)、グリッツ(粉砕後0.2〜1.4mm以上の片)、フラワー(粉砕後0.2mm以下の片)という3種類の粗さに分けて粉砕していきます。
納品される大麦麦芽の大きさを見極め、都度、粉砕の粗さや配分をコントロールしているそうです!

イギリスのPauls Malt社製の麦芽を粉砕する粉砕機
三宅製作所のマッシュタンを使用しています。
1回に約1トンの麦芽を65℃ほどの温水で糖化させ、3番搾りまでの麦汁を使用しています。
一番搾りは糖度約22%だそう。最終的に糖度15%程、メロンと同程度の糖度の麦汁が仕上がります。

井川蒸溜所内 三宅製作所製マッシュタン
発酵槽も同じく三宅製作所のプランニング。
68時間の発酵を4機の発酵槽で行っていました。なかでも井川蒸溜所ならではのこだわりはあえて木桶ではなくステンレス製のタンクを使用しているという点です。
原酒に関してはしっかりとコントロールをして美味しいものを造るための緻密さを求めた結果がステンレスタンクだったそうです!
一般的に木桶で発酵させた原酒は味わいが、ステンレスタンクで発酵させた原酒では華やかさが出やすいというのが一般的な通説ですが、扱いやすさや原酒のコントロールに関してはステンレスタンクの方がより緻密で精巧です。
同蒸溜所は市街地から片道4時間以上かかる山間部に蒸溜所を構えているため、土砂崩れやそれに伴う通行止めで蒸溜所に立ち入れない際への備えというのも理由の一つだそう。
井川蒸溜所は少人数で運営される蒸溜所であるこそ設備への投資は惜しみがありません。安定的に優れたウイスキーを造り続けるために蒸溜所の多くの設備には多くのセンサーが取り付けられていて、常に同じ条件で造り続けられるよう観測し続けているそうです。

井川蒸溜所内 三宅製作所製発酵槽
ポットスチルも同じく三宅製作所製。ラインアームはやや下向きで、ストレート型のネックを採用しています。
初溜釜への張り込み量は約5,000リットル、再溜釜への張り込み量は約2,500リットル。内蔵されたセンサーで逐一蒸溜工程をチェックしているそう。
井川蒸溜所ではピート2割、ノンピート8割ほどの配合でウイスキーを蒸溜しています!
標高1,200mでの蒸溜を行うと、水の沸点で3〜4℃ほど下がります。当然アルコールの沸点も同時に下がるため、香味成分が平地で蒸溜を行った際のものとかなり違うとのことです!
全ての工程を通じ、1番のこだわりは、えぐみの渋さなどのクセの強さ、を極力出さない工夫だそうです。
製法としては王道を貫きながらも、アルプスの恵みの気候をダイレクトに影響させたウイスキーを目指しているのが伺えました!

井川蒸溜所内 三宅製作所製ポットスチル
熟成には主にシェリー樽とバーボン樽を使用していますが、社有林で採れるミズナラを加工したミズナラ樽での熟成も同時に進めていました。現在、試験的にワイン樽を使用しての熟成にも挑戦されているそうです!
2020年11月に蒸溜を開始して以降、現在で3年目になります。貯蔵のための移動式ラックも隅々まで樽が積み上げられてきており、着々と熟成が進められていました!

井川蒸溜所内 熟成庫
以上、井川蒸溜所の現地レポートでした!
“Sharing the Alps”という志をもとに自然の恵みを活かしたウイスキー造りについて深く知ることができた大変貴重な時間でした!
井川蒸溜所は自然という不確実性と共にウイスキー造りに対する「緻密さ」を追求した「山の研究所」のような蒸溜所でした。
実際に、見学の中でも蒸溜の各工程一つ一つにこだわりが感じられ、今後、さらに熟成したときにどのような味わいになるのかますます楽しみになりました!
田中さんと道野さん、今回は誠にありがとうございました!

(右)十山株式会社 田中秀紀 代表取締役社長 (左)総務部 道野仁 主任