【Exclusive Interview】Part 2 : James Zorab – Lowland Bond – Edinburgh Whisky
- 造り手
- 樽・蒸留器・倉庫
2024.04.27




徳島駅から車で約30分、清酒「瓢太閤」や本格芋焼酎「鳴門金時 里娘」など、阿波の恵まれた自然を活かした数々の名酒を世に送り出してきた「阿波の酒蔵 太閤酒造場」の一角に、徳島初のウイスキー蒸溜所「阿波乃蒸溜所」が誕生しました!
地元住民の想いを背負った「阿波乃蒸溜所」を運営するのは、日新酒類の2名の造り手達。製造部製造課主任で、本社でジンやリキュールなどの洋酒開発に携わってきた丸山恵(まるやま めぐみ)さんと、同じく製造課で太閤酒造場にて日本酒や焼酎の製造を担当してきた原田祥宏(はらだ よしひろ)さんです!
小規模かつ少人数の製造のため、一般には公開されていない「阿波乃蒸溜所」。今回、Dear WHISKYが実際に訪れ、特別に蒸溜所内を案内していただきました!
日新酒類は、徳島県 板野郡に本社を置く酒類総合メーカーです。江戸時代末期より続く「前田酒造」伝承の技をそのままに、「日々新たなり」をモットーとして掲げ、清酒・焼酎をはじめ、リキュール・果実酒・本みりんなど、様々なアルコール製品を手がけています。特に、徳島県の名産品であるすだちや鳴門金時などを活かした商品が人気で、リキュール「すだち酎」、本格焼酎「鳴門金時 里娘」で知られています。また、吉野川流域に位置する阿波の酒蔵太閤酒造場で醸造された清酒「瓢太閤(ひさごたいこう)」は、全国新酒鑑評会において通算19回金賞を受賞しています。

日新酒類 本社(徳島県板野郡)
出典:https://www.nissin-shurui.co.jp/
徳島の名士、日新酒類の次の舞台は、激戦のジャパニーズウイスキー。太閤酒造場の敷地内の一角に、新たに「阿波乃蒸溜所」が誕生しました。2023年4月に初めての蒸留が行われ、現在(取材日:2023年11月20日)は、製造課主任の丸山恵(まるやま めぐみ)さんと、同じく製造課の原田祥宏(はらだ よしひろ)さんの2人態勢で運営されています。徳島初の地ウイスキーとして、全国から注目が寄せられています。
| 蒸溜所名 | 阿波乃蒸溜所 |
| オーナー会社 | 日新酒類株式会社 |
| 創業(生産開始) | 2023年 |
| 所在地 | 〒771-1505 徳島県阿波市土成町郡176 太閤酒造場内 阿波乃蒸溜所 |
| 連絡先 | TEL:088-694-8166 FAX:088-694-8355 E-mail:sudachi-chu@nissin-shurui.co.jp |
| 日新酒類株式会社HP | https://www.nissin-shurui.co.jp/ |
| 蒸溜所HP | https://www.nissin-shurui.co.jp/whiskey.html |
元々、焼酎を保管していた建物を改装したという蒸溜所の建物。クリーム色の優しい色調が、徳島の地の豊かな山々と調和しています。

阿波乃蒸溜所 外観
麦芽には、現在はイギリス産のノンピート麦芽を使用しています。発酵を促す酵母に使われているのは、ウイスキー生産で一般的なディスティラリー酵母(ピナクルM)が使われています。
日新酒類の代表取締役社長である前田さんによれば、阿波乃蒸溜所で使用している水は、ミネラルをバランスよく豊富に含み、そのまま飲んでも美味しい中軟水だそうです。通常、水は軟水と硬水の二種類に分類されますが、酒造用の水に関しては軟水と硬水の間の「中軟水」という表現が使われます。
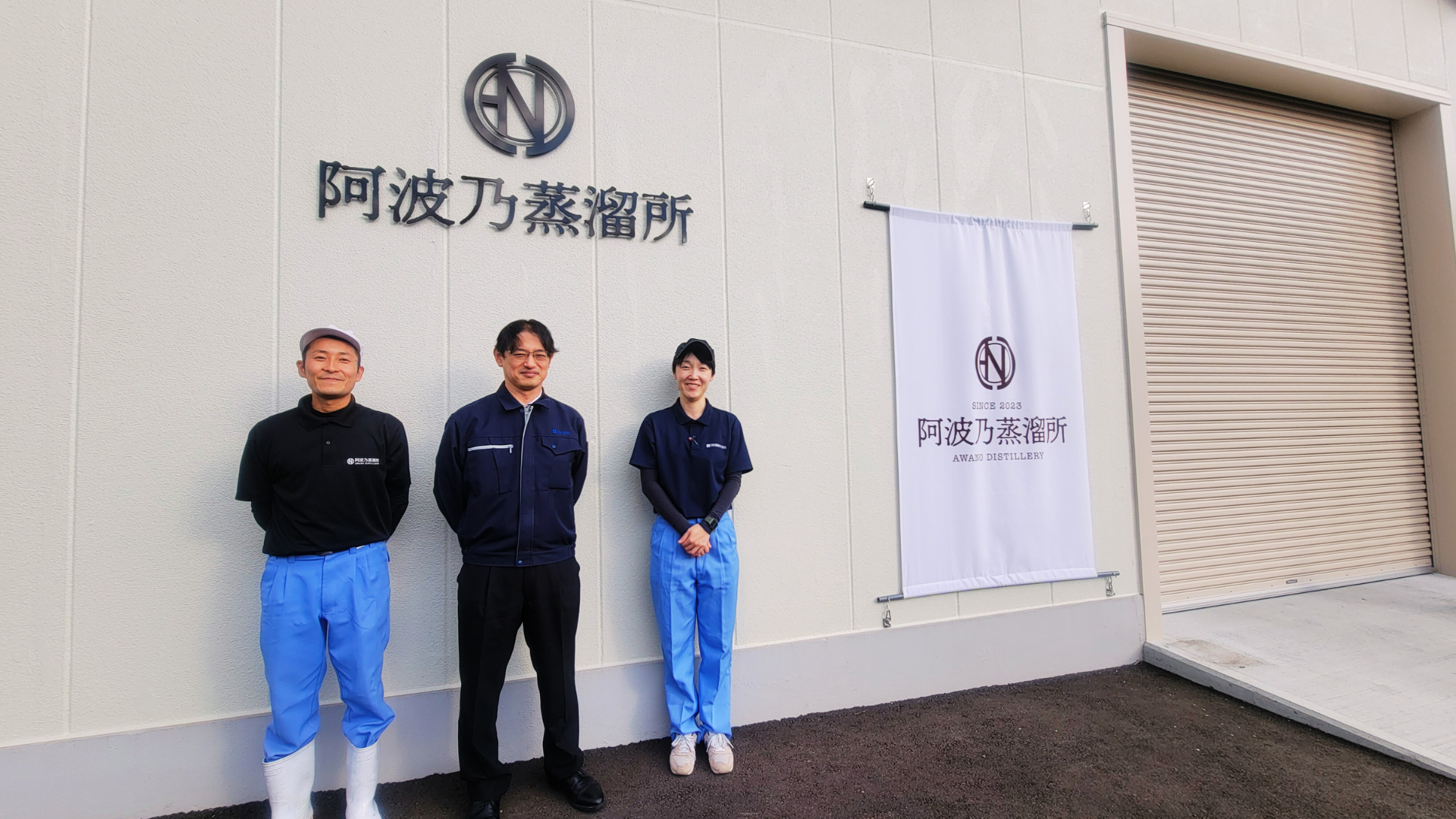
阿波乃蒸溜所 製造課の原田さん(左)・代表取締役社長の前田さん(中央)・製造課主任の丸山さん(右)
まず、麦芽を細かく粉砕します。蒸溜所内の入口の左にある粉砕機を利用し、麦芽を3つの異なるサイズに粉砕します。通常の比率では、ハスク:グリッツ:フラワーが2:7:1ですが、阿波乃蒸溜所では、糖化槽(マッシュタン)との相性なども考慮して、ハスク:グリッツ:フラワーが3:6:1で仕込みを行っているそうです。

麦芽(左ボトル)の粉砕。大きい順から、ハスク・グリッツ・フラワー。
1トン単位で仕入れ、1回につき500kgの麦芽を使用するため、最初に1トンの麦芽の袋の中身を半分に分けます。そして、粉砕機で1時間ほどかけて粉砕していきます。粉砕機は二本立てのローラーミルで、ドイツのTAUBER社製です。原田さん曰く、「20kgずつ、手作業で、えっさこいさと入れていきます」とのこと。粉砕機横のレバーで粒度を調整します。最初はしばらく粉砕して、振ってみて、サンプル取りながら粒度を確認します。納得のいく粒度となったところで、粉砕作業を開始します。

粉砕機
粉砕した翌日に仕込み作業を行っています。仕込みの日は、朝イチでお湯を用意し、麦芽とお湯を糖化槽(マッシュタン)に投入します。温度は65度からスタートし、その後、75度、85度と段階的に上げていきます。こちらも手作業で入れていくので、かなりの力仕事となります。麦芽の度合いにもよりますが、通常は朝9時半から仕込みを始め、午後2時頃には終了するそうです。

糖化槽
糖化槽はアメリカのABE社製です。同社はアメリカ大手メーカーであり、特にクラフトビールに引き合いの強いそうです。大型の糖化槽を作ることは稀だそうですが、使いやすいとお話されていました。糖化槽の周りにはジャケットが取り付けられており、少し冷えすぎたときには窯のように蒸気を送ることができます。他社と比べて小規模な分、コントロールをしっかり行えるのが阿波乃蒸溜所の強みとのことです。

糖化槽の内部。サイズの異なる攪拌器を用いて、糖分を抽出する。
糖化槽で綺麗な麦汁が準備できたら、発酵槽(ウォッシュバッグ)に移します。出来立ての麦汁は大変熱いため、まずは冷ましてから、ホースを繋いで1番麦汁、2番麦汁、3番麦汁を、発酵槽に注ぎ入れます。ディスティラリー酵母(ピナクルM)を加えて、3~5日間かけて発酵を進めます。発酵の進行具合にもよりますが、通常、もろみ2800Lに対して酵母は約2kgほど使用されるそうです。現在は発酵槽が1つですが、今後は増える可能性もあります。

発酵タンク
以前は焼酎を造っていたという原田さんにお話を伺ったところ、「発酵においては、温度や微生物の管理など、これまでの経験が役に立ってると感じています」とのことでした。太閤酒造場内では、異なる酒類であっても、お互いが協力し合ってお酒造りを行っています。
ポットスチルは、大阪のケミカルプラント社製です。日新酒類の他の蒸留器でも利用されており、造りたいウイスキーのイメージを伝え、設計から親身に相談に乗っていただいたそうです。
重たく、香り高い酒質を目指している阿波乃蒸溜所のポットスチルは、ストレート型でネックは短く、ラインアームは少し左に傾斜しています。再留器は全て銅製であり、初留器は胴部(窯)は洗浄のしやすさを考慮してステンレス製で、スワンネックは銅製です。

初留器(左)容量3000L、再留器(右)容量1750L
ネックが短いため、突沸は窓から見えるほどにとどめているそうです。これは、泡や液体が、ラインアームまで達しないようにするための対策です。「ウイスキーの場合、焼酎と比べて蒸気のコントロールが繊細ですので、ハンドルを握りながら手作業で管理しています」とお話されていました。

温度管理の様子
初留を1日かけて行い、次の日に再留に移ります。最終的なカットのタイミングは、アルコール度数だけでなく、サンプルも取りながら決定しています。原田さんは「まだまだ勉強中です」と語りながら、色々なものを比較し、一番良いと思うタイミングを見つけ出していると述べていました。製品となる原酒は、タンクに貯まったところで、樽詰めが行われます。

初留を貯蔵する初留タンク(左)・再留のヘッド・テール部を貯蔵する余留タンク(中央)・製品となるハート部を貯蔵する製品タンク(右)
熟成庫は、太閤酒造場内の蒸溜所の隣に新たに建てられました。こちらの熟成庫では、エアコンでの管理は一切行っておらず、暖かな阿波の気候を丸ごと樽に染み込ませています。初めての阿波乃ウイスキーは、2023年6月20日にバーボン樽ファーストフィルに詰められました。
1週間に1樽のペースでの生産が行われており、現時点(取材日:2023年11月20日)で、18樽の原酒が生み出されています。今後はラックの導入を計画しており、満杯になった際に向けて拡張も検討されています。
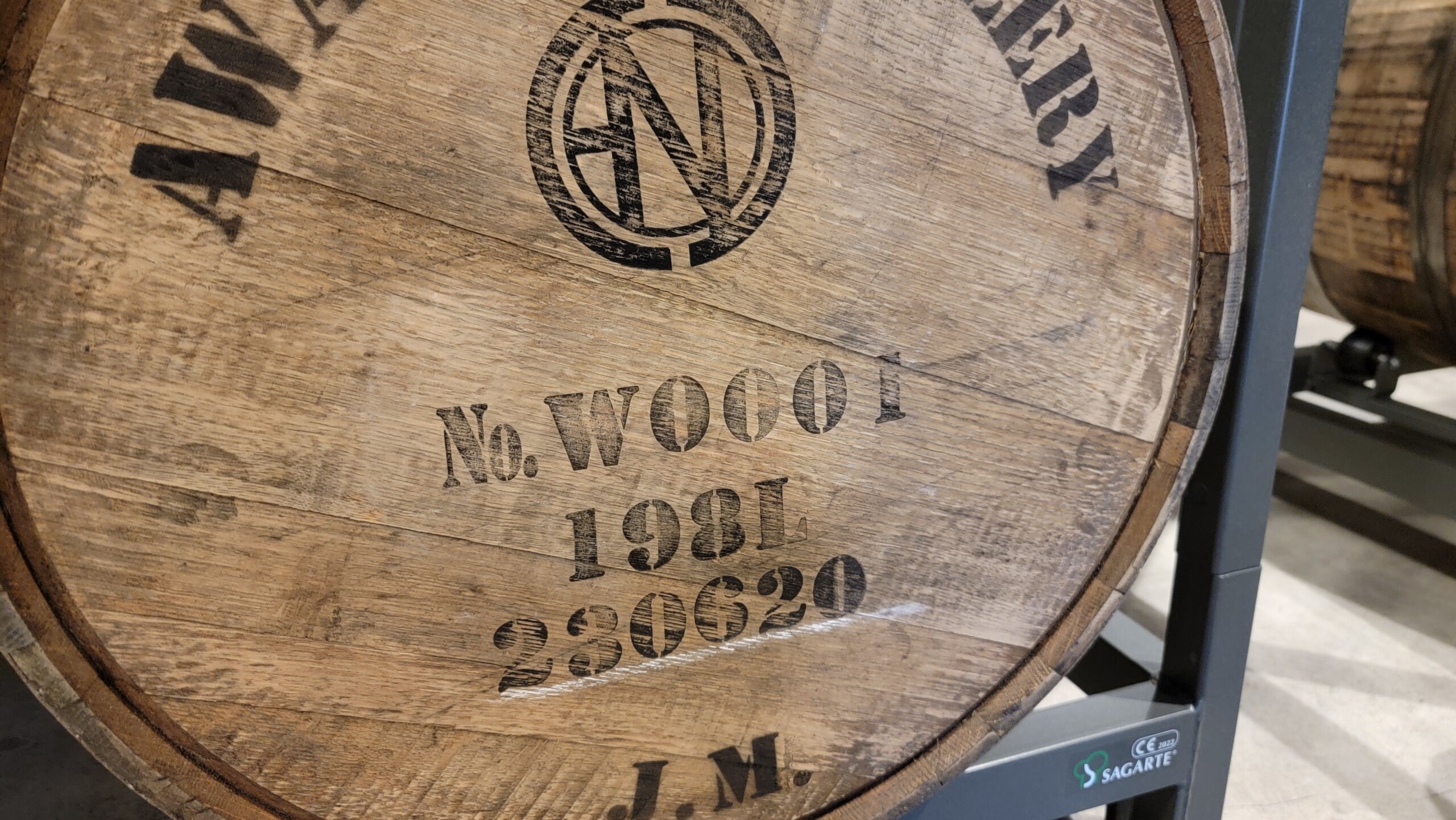
初めて樽詰めされた原酒(2023年6月20日)
現在はノンピート麦芽で原酒造りを行っているため、外国産のピーテッド原酒も一部貯蔵されています。ブレンデッドなどの用途も検討しながら、熟成の様子を見ているとのことです。
今後はワイン樽も届く予定で、ワイン樽の取り扱いが難しいことも考慮していました。樽の使用前にはできるだけ水を入れず、貯蔵していたワインの特徴を抽出して、バーボン樽とは異なる風味が得られるような工夫をしています。また、アルコール度数が低いため、衛生上、樽も早めに使用しなければならないとのこと。社長の前田さんは、「実際にやってみないと分からないことがたくさんあるが、個性を生かしたウイスキーを造っていきたい」と意欲的に語っていました。

熟成庫
実際に、阿波乃蒸溜所のニューポットを試飲しました! 写真のように、熟成が進んでいない、蒸留したてのウイスキーの原酒であるニューポットは無色透明です。今後、樽の風味が移っていく過程で、色も徐々に黄金色に変化していきます。麦や発酵の旨味が前面に感じられ、青みや酸味も残りつつ、熟成がたった2か月とは思えないまろやかさや奥深さも感じられました。ニューポットのまま、ロックやお湯割りでも楽しめそうです!

以上、阿波乃蒸溜所の現地レポートでした! 二人体制で、試行錯誤を繰り返しながら、新しい分野であるウイスキー造りに真摯に向き合う丸山さんと原田さんのお姿が印象的でした。新しいアイデアを次々に生み出し、急速に進化を続ける阿波乃蒸溜所。2026年販売予定の阿波乃ウイスキーが、徳島の地元を超えて、多くの人に愛されることを楽しみにしています!
さらに、阿波乃蒸溜所のインタビュー編では、代表取締役社長の前田康人さんと製造課主任の丸山さんに、蒸溜所開設の裏話をお話いただきました。ぜひご一読ください!